Katalizator JSC developed a new grade of catalyst for dehydrogenation of isobutane in fluidized bed
Katalizator JSC developed a new grade of catalyst for dehydrogenation of isobutane in fluidized bed
Specialists of Science-Technological and Production Departments, Katalizator JSC developed a new grade of catalyst for dehydrogenation of isobutane in fluidized bed. The Catalyst of this grade allows achieving higher yield of isobutylene and lower amount of coke formation during the catalytic process.
The need of continuous improvement of quality of the produced catalysts is an important priority aimed for a company development. In this context, as a result of research and development work a new grade of catalyst for dehydrogenation of isobutane into isobutylene in fluidized bed was invented. The using of this product results to the higher yield of the desired product – isobutylene, and to the lower amount of coke formation. Improvement of characteristics was observed both under standard and severe conditions - better reflecting the real conditions which catalyst undergoes during industrial operation.
In particular, the higher regeneration temperature is of interest as a parameter which models severe conditions of catalyst operating. In fact, in the area of standard (650 °C) and higher regeneration temperature (700 – 730 °C) a new grade of catalyst shows ca. 3% higher yield of isobutylene (Picture 1) and lower amount of coke formation (Picture 2) within minimum of 70 cycles.
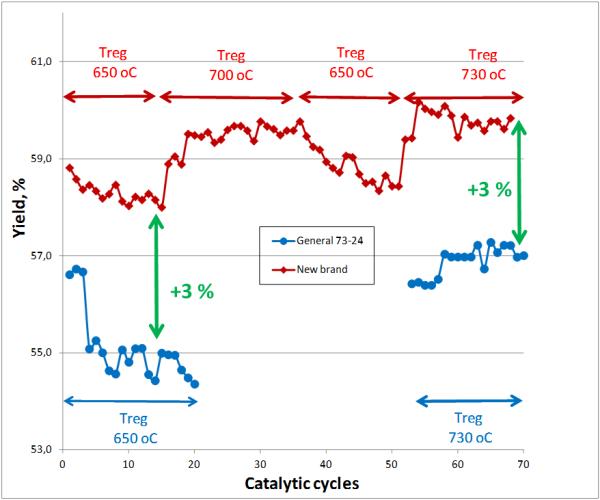
Picture 1. The improved activity of new grade catalyst under standard and higher regeneration temperature, Tdehydrogenation = 590 °C.
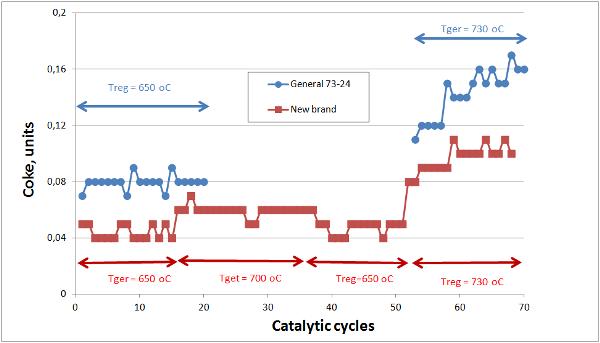
Picture 2. Lower amount of coke formation while using of new grade catalyst under standard and higher regeneration temperature, Tdehydrogenation = 590 °C.
The detailed study of CO2 release occurring during the regeneration process of new and old catalyst’s grades shows that there is not only a difference in the amount of produced carbon dioxide (decreased surface area under the curve for a new grade) but also qualitative difference expressed in absence of shoulder at 5.4 – 5.7 minutes for a new grade catalyst. The shoulder points on changing a character of the produced coke on catalyst. It has a direct influence on the efficiency of catalyst regeneration, i.e. regeneration of a catalyst is more effective under higher temperature. (Picture 3)
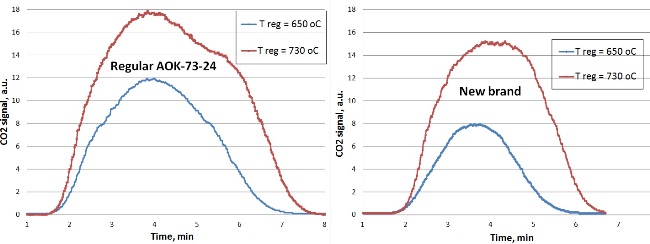
Picture 3. Comparison of coke burning-out curved lines from the old grade (left figure) and new grade (right figure) catalysts under standard and higher regeneration temperature.
Furthermore, it is logically to assume that coke formation level on a new grade catalyst occurring during dehydrogenation phase is lower.
Thus, using catalyst of a new grade in industry would allow increasing isobutylene yield and decreasing part of operating costs related to coke removal.