Новые российские конкурентоспособные технологии производства автобензинов класса ЕВРО-5
Новые российские конкурентоспособные технологии производства автобензинов класса ЕВРО-5

-
возможность получения изомеризата с октановым числом (ИМ) до 84 пунктов при технологической схеме «за проход» и до 92 пунктов при технологической схеме с полным рециклом;
-
отсутствие бензола/ароматических соединений/серы в изомеризате;
-
отсутствие необходимости блока адсорбционной осушки сырья;
-
отсутствие необходимости подачи агрессивных реагентов, не требует применение высоко коррозионностойких материалов;
-
отсутствие отходов, требующих утилизации (щелочные стоки);
-
проведение активации катализатора в реакторах установки;
-
проведение регенерации катализатора в реакторах установки без необходимости выгрузки.
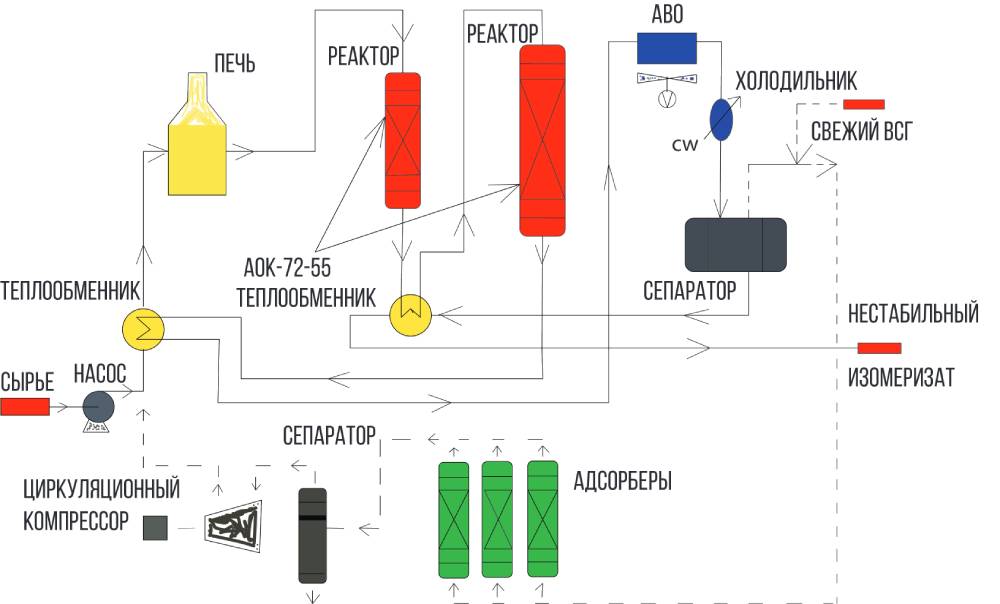
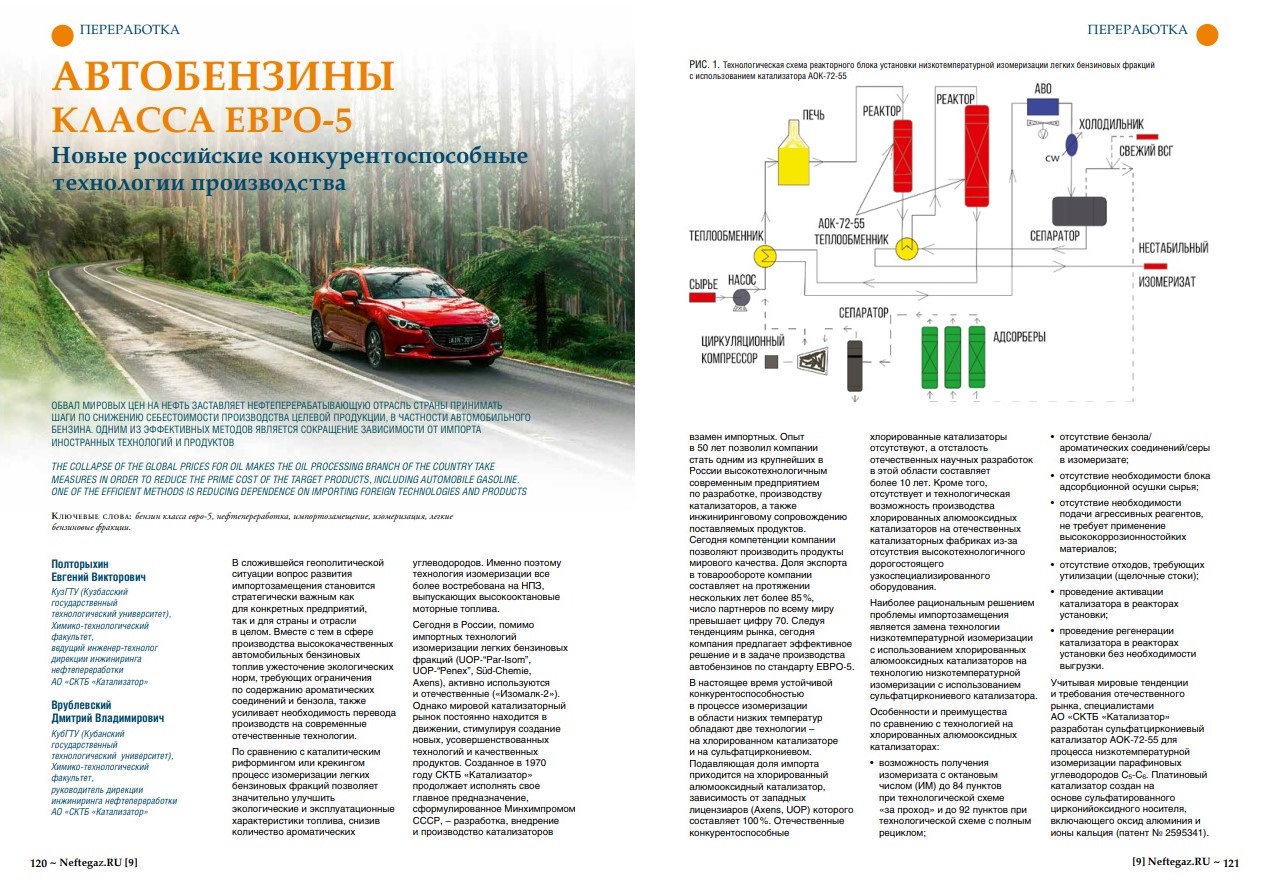
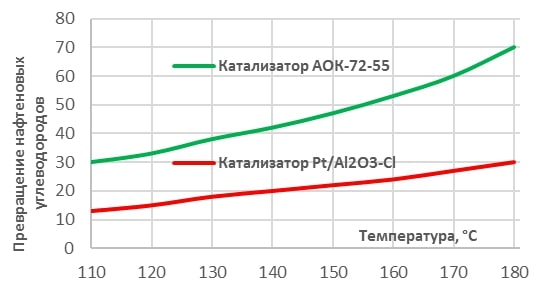
Учитывая мировые тенденции и требования отечественного рынка, специалистами АО «СКТБ «Катализатор» разработан сульфатциркониевый катализатор АОК-72-55 для процесса низкотемпературной изомеризации парафиновых углеводородов С5-С6. Платиновый катализатор создан на основе сульфатированного цирконийоксидного носителя, включающего оксид алюминия и ионы кальция (Патент № 2595341).
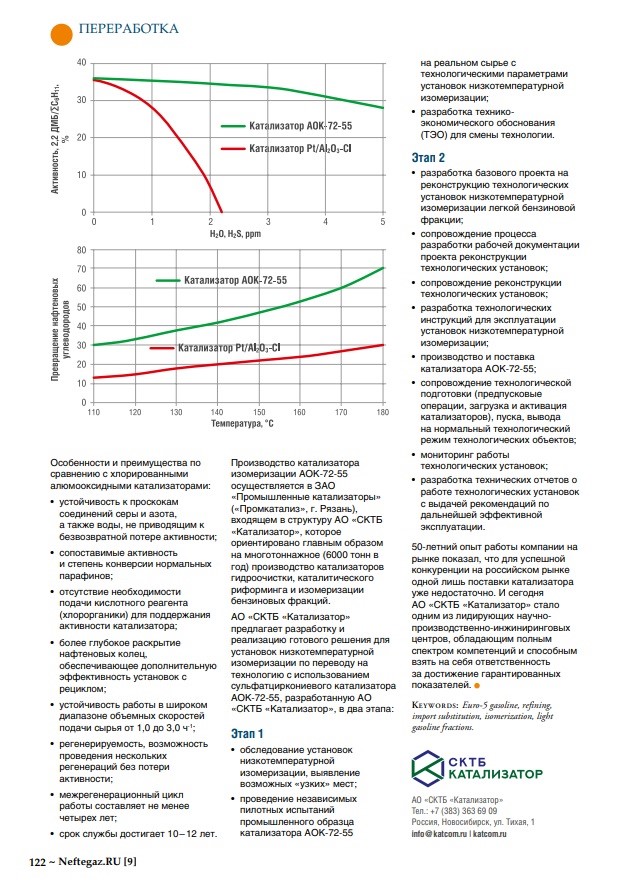
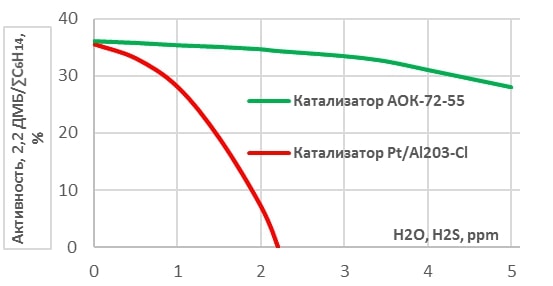
Особенности и преимущества по сравнению с хлорированными алюмооксидными катализаторами:
- устойчивость к проскокам соединений серы и азота, а также воды, не приводящим к безвозвратной потере активности;
- сопоставимые активность и степень конверсии нормальных парафинов;
-
отсутствие необходимости подачи кислотного реагента (хлорорганики) для поддержания активности катализатора;
-
более глубокое раскрытие нафтеновых колец, обеспечивающее дополнительную эффективность установок с рециклом;
-
устойчивость работы в широком диапазоне объемных скоростей подачи сырья от 1,0 до 3,0 ч-1;
-
регенерируемость, возможность проведения нескольких регенераций без потери активности;
-
межрегенерационный цикл работы составляет не менее 4-х лет;
-
срок службы достигает 10-12 лет.
Производство катализатора изомеризации АОК-72-55 осуществляется в ЗАО «Промышленные катализаторы» («Промкатализ», г. Рязань), входящее в структуру АО «СКТБ «Катализатор», которое ориентировано главным образом на многотоннажное (6000 тонн в год) производство катализаторов гидроочистки, каталитического риформинга и изомеризации бензиновых фракций.
АО «СКТБ «Катализатор» предлагает разработку и реализацию готового решения для установок низкотемпературной изомеризации по переводу на технологию с использованием сульфатциркониевого катализатора АОК-72-55, разработанную АО «СКТБ «Катализатор», в два этапа:
Этап 1
-
обследование установок низкотемпературной изомеризации, выявление возможных «узких» мест;
-
проведение независимых пилотных испытаний промышленного образца катализатора АОК-72-55 на реальном сырье с технологическими параметрами установок низкотемпературной изомеризации;
-
разработка технико-экономического обоснования (ТЭО) для смены технологии.
Этап 2
- разработка базового проекта на реконструкцию технологических установок низкотемпературной изомеризации легкой бензиновой фракции;
-
сопровождение процесса разработки рабочей документации проекта реконструкции технологических установок;
-
сопровождение реконструкции технологических установок;
-
разработка технологических инструкций для эксплуатации установок низкотемпературной изомеризации;
-
производство и поставка катализатора АОК-72-55;
-
сопровождение технологической подготовки (предпусковые операции, загрузка и активация катализаторов), пуска, вывода на нормальный технологический режим технологических объектов;
-
мониторинг работы технологических установок;
-
разработка технических отчетов о работе технологических установок с выдачей рекомендаций по дальнейшей эффективной эксплуатации.
50-летний опыт работы компании на рынке показал, что для успешной конкуренции на российском рынке одной лишь поставки катализатора ужене достаточно. И сегодня АО «СКТБ «Катализатор»стало одним из лидирующих научно-производственно-инжиниринговых центров, обладающим полным спектром компетенций и способным взять на себя ответственность за достижение гарантированных показателей.
Авторы статьи: Полторыхин Евгений Викторович - ведущий инженер-технолог дирекции инжиниринга нефтепереработки АО "СКТБ "Катализатор", Врублевский Дмитрий Владимирович - руководитель дирекции инжиниринга нефтепереработки АО "СКТБ "Катализатор".
Данная статья также опубликована в печатной версии журнала "Neftegaz.ru".