History
From Origins to the Present Day
60s of the XX century. M.A. Lavrentyev, the Chairman of the Siberian Branch of the USSR Academy of Sciences, put forward an idea of creating a “commercialization belt” in Novosibirsk, a complex of scientific research institutes paired with design and technologies institutions, to implement scientific ideas and developments into various spheres of life including industry and agriculture. In the field of catalysis, this idea was executed by Academician G. K. Boreskov, the director of the Institute of Catalysis, through the creation of a Special Design and Engineering Bureau of Catalysts (SKTB of Catalysts) with a pilot plant, a unique experimental-industrial complex in the Novosibirsk Akademgorodok, and was aimed at solving the industrial catalysis challenges, the transition from a scientific idea to practical implementation.
December 31, 1966. The Order of the Minister of the USSR Chemical Industry No. 1171 On foundation of the Special Design and Engineering Bureau of Catalysts was signed to accelerate the practical use of R&D results obtained by scientific institutions of the Siberian Branch of the USSR Academy of Sciences.
May 20, 1968. The Order of the USSR Chemical Industry Minister No. 239 On the amendment to the Order of the USSR MCI of May 27, 1967 No. 339 and the partial amendment of the USSR MCI Order of December 31, 1966 No. 1171 was signed to entrust the design and construction of SKTB of Catalysts to the Soyuzglavreaktiv. In 1968, Novosibirsk branch of GIPROPLAST started the designing of complex of facilities for SKTB of Catalysts.
April 1, 1969. The Order of the USSR Chemical Industry Deputy Minister No. 228 On establishing the Special Design and Engineering Bureau of Catalysts/SKTB of Catalysts with pilot plant and with an independent balance sheet and on a self-sustained budget and with all the required operating assets vested was signed. SKTB of Catalysts should be subordinate to Soyuzglavreaktiv.
May 8, 1970. The Order of the Deputy Minister of the USSR Chemical Industry No. 289 On establishing the Research and Design and Engineering Department for Catalysts within the IREA with an independent balance sheet and on a self-sustained budget and with all the required operating assets allotted was signed. All R&D and design-engineering activities of a newly established Department should be performed according to the plans agreed with the Institute of Catalysis of the Siberian Branch of the USSR Academy of Sciences and approved by Soyuzglavreaktiv. The Department started its activity at the premises of the Institute of Catalysis.

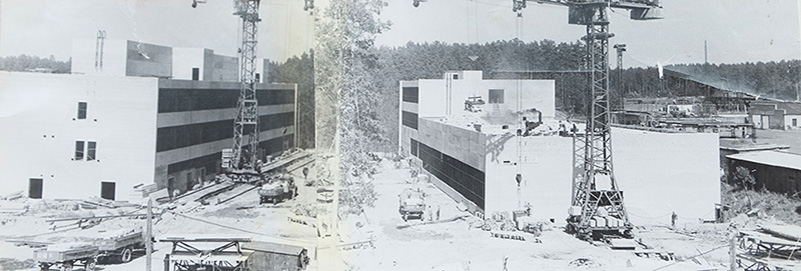
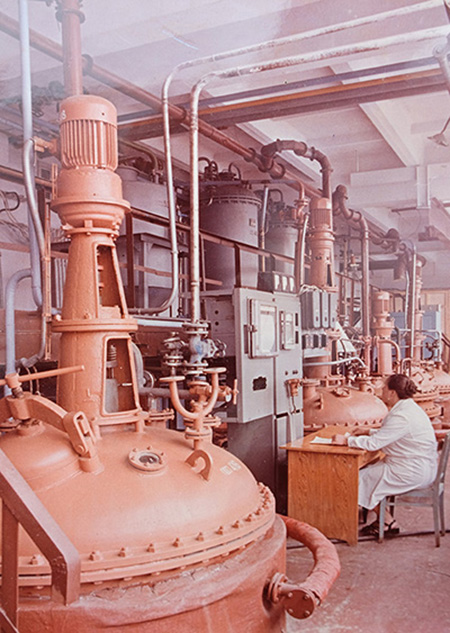
1973. 1st stage of catalyst preparation building construction finished. The catalyst pilot production was launched.
May 29, 1975. The Order of the USSR Chemical Industry Minister No. 352 On establishing the Special Design and Engineering Bureau of catalysts/SKTB of Catalysts with pilot plant was signed to wind up the Research and Design and Engineering Department of Catalysts IREA and establish at is premises Special Design and Engineering Bureau of catalysts (SKTB of Catalysts) with pilot plant and with an independent balance sheet and on a self-sustained budget and with all the required operating assets allotted and account opening in State Bank and Construction bank. SKTB of Catalysts should be subordinate to the All-Russian Association for Chemical Agents and Especially Pure Substances (Soyuzreaktiv).
1980. Full range of SKTB of Catalysts facilities was built.

SKTB of Catalysts principal activities embraced R&D in the field of catalyst preparation technologies, improvement of processing steps, development and implementation of industry technologies for catalysts and carriers preparation to manufacture pilot and semi-commercial batches. SKTB of Catalysts in collaboration with the Institute of Catalysis started developments for commercial production of advanced carriers, such as dispersed activated alumina using the thermal decomposition method of commercial pure alumina hydrate under drainless technology.
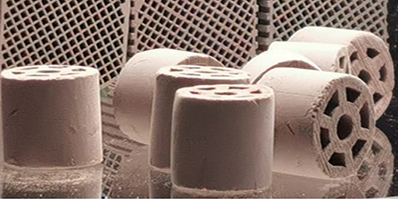
As a result of R&D activities, including activities in contact with BIC SB of the USSR Academy of Sciences, technologies were developed for the preparation of numerous carriers, catalysts, and sorbents that found industrial application such as alumina carriers and sorbents that differ in phase and chemical compositions, shape and particle size; environmental catalysts; a catalyst for blanketing atmospheres in the processing of parts in mechanical engineering; sulfuric acid catalysts; zeolite catalysts for synthesizing liquid hydrocarbons from methanol and synthesis gas; ethylene and propylene polymerization catalysts; alumina-supported palladium catalyst for purification of olefins from acetylene and diene compounds, and many other products. Energy-efficient, waste-free technologies for the catalysts preparation and flexible production lines were been developed to switch production to new products within the shortest possible time. A method for preparing carriers and catalysts using the product THA (thermochemical and mechanochemical activation of technical alumina hydrate) was developed.


Перед СКТБ катализаторов была поставлена задача разработки катализаторов взамен импортных в закупленных химических производствах. СКТБ катализаторов блестяще справилось с поставленными задачами: было создано производство и начат выпуск микросферического силикагеля ИКТ-04-6 – носителя для катализатора газофазной полимеризации этилена взамен импортного фирмы «Девисон» (США); серебряного катализатора ИКТ-3-12 для очистки нитрозных газов от кислорода в производстве капролактама вместо импортного катализатора фирмы “ВАSF”; палладиевого катализатора ИКТ-3-20 взамен импортного для синтеза гербицида «Которан»; катализатор ИКТ-7-10 взамен импортного G-32Е фирмы «Гирдлер»; окисно-хромового катализатора ОХК-1 (ИКТ-8-9) с целью замены импортного S-2 для газофазной полимеризации этилена, серия катализаторов для производства метионина, в том числе катализаторы для процесса Клауса и другие. Разработанные перечисленные катализаторы имели показатели, превосходящие импортные.
SKTB of Catalysts was tasked with creating catalysts to replace imported counterparts in the purchased chemical production lines. SKTB of Catalyst brilliantly coped with the tasks assigned: the production of microspherical silica gel ICT-04-6, a carrier for the catalyst for gas-phase polymerization of ethylene, started to replace the imported counterpart (Devison, USA); ICT-3-12 silver catalyst for cleaning nitrose gases from oxygen in caprolactam production to replace imported BASF catalyst; ICT-3-20 palladium catalyst to replace counterpart for Kotoran herbicide synthesis; ICT-7-10 catalyst to replace imported G-32E catalyst (Girdler); chromia catalyst OHK-1 (ICT-8-9) to replace the imported catalyst S-2 for gas-phase ethylene polymerization, methionine synthesis catalysts, including Claus catalysts and others. The performance of developed listed catalysts compared favorably with imported counterparts.
SKTB of Catalysts specialists participated in designing and creating the catalyst production facilities. The Engineering Basis was developed in cooperation with the Institute of Catalysis SB RAS for designing industrial-scale manufacturing of vanadium catalysts for oxidation of SO2 to SO3, the production facility was located at Minudobreniya JSC (Voskresensk). The Engineering Basis was developed for designing a specialized catalyst plant in Tomsk and submitted to ONPO Plastpolimer, for catalyst plant in Gomel, production line for activated alumina at the Odessa superphosphate plant. The Engineering Basis was developed for industrial-scale production line of alumina Claus and Sulfren catalysts at Shchelkovsky experimental plant of the VNIIHSZR; a manufacturing process was developed and commercial production of a THA product (flash product) started at the Achinsk Alumina refinery, etc. SKTB specialists were directly involved in startup of various production lines for catalysts and other chemicals at the USSR factories.
SKTB of catalysts placed high emphasis on research activities in the field of processes and apparatus. Extended research conducted in this area resulted in new technologies for moulding, pelletizing, heat treatment of catalysts, the development and manufacture of unique equipment (both individual types and entire plants (lines) for catalyst production), such as a liquid molding unit for producing carrier spheres, a radiative-convective dryer, a pilot plant for producing activated alumina by thermal dispersion of alumina hydrate, original designs of centrifugal and drip molding units for alumina pellets, product preparation unit using method of thermomechanochemical activation (TCA) of hydrated aluminosilicates, pilot plant for the synthesis of ultra-high-silica zeolites, plant for the production of ring-shaped Al2O3 carrier, belt dryer and calcining furnace for the Ryazan refinery, high-temperature calcining furnace for the Berezniki chemical plant and other equipment.

Catalytic technologies for cleaning gas emissions from toxic impurities were developed, including REVERS-PROCESS based technologies (in cooperation with BIC SB RAS). In subsequent years, numerous gas emission treatment units for chemical industries applications were created and put into operation. The abatement method of REVERSE-PROCESS was also employed in other countries.
1986. The Interministerial Scientific and Engineering Complex Katalizator (ISEC Katalizator) was founded in the USSR. As a result of the success achieved, SKTB of Catalysts was assigned the functions of the main organization for coordinating the work on development and industrial implementation of new generation catalysts in the industry.
January 22, 1986. SKTB of Catalysts experimental production was transformed into a Pilot Plant by Order of the Minister of Chemical Industry No. 48. The following figures demonstrate the Pilot Plant industrial-production growth: within 1973-1974 700 kg of catalysts (NАМ) were produced, then in 1986 – about 50 tons, during 1989-1990-about 150 tons, and in 1994 – 450 tons of products.
1994. Public joint stock company Katalizator (PJSC Katalizator) was created on the basis of SKTB of Catalysts. SKTB funding stopped. The company faced a crisis. Still it was one of the few companies that managed to stick with its research and manufacturing capabilities within new economic conditions.
1995. The first delivery of the proprietary aluminum-palladium catalyst AOK-78-21 for high-temperature reduction of nitrogen oxides in nitric acid production (APC-2 catalyst counterpart) was performed to Kemerovo PO Azot.
1996. The company was renamed to Katalizator OJSC.
1998. АОК-63-20 microspheric composite was developed and moisture-absorbing insoles for shoes had been produced on its basis since 1998.
High-performance alumina desiccants for various gases and organic liquids were developed.
January 13, 1998. The License Agreement No. 6503/98 was filed to assign usage rights for inventions deriving from the patents "Method for preparing an alumina-supported manganese oxide catalyst for combustion of organic compounds and carbon monoxide in exhaust gases" and "Catalyst for deep oxidation of organic compounds and carbon monoxide". Later, the technology for preparing the ICT-12-40 alumina-supported manganese oxide catalyst for gas emission treatment and methane catalytic combustion was developed and the first contract was signed with MONSANTO Enviro-ChemSystems (USA) for supplying the catalyst to gas treatment plants from organic compounds to be operated in non-steady state conditions. By the middle of 1999, the total supply of the ICT-12-40 catalyst exceeded 300 tons.
1999. The first batch of the proprietary alumina vanadium catalyst АОК-78-55 for selective reduction of NOx in the waste gases of nitric acid production was manufactured for Nevinnomysskiy Azot JSC.
In 1999, AOK-63-24 microspherical carrier and AOK-73-21 catalyst for lower paraffins dehydrogenation in a fluidized bed were developed. The AOK-73-21 catalyst was classified as the most advanced catalyst for the process and in 2000 its commercial operation started. The using of AOK-73-21 catalyst significantly improved both the process performance and environmental situation at the dehydrogenation units.
Development of new catalysts and their demand in the market resulted in growth of Katalizator OJSC production capacity. That was inspired by the company's urgent need for financing to survive in the new market conditions. So, if the products of the SKTB of Catalysts were produced mainly by experimental or pilot-industrial batches, then the catalysts of Katalizator JSC were produced in industrial batches; for example, in 1995 the output was about 400 tons and in 1999 - more than 550 tons.
Relations with our foreign partners were expanding: gas purification catalysts were supplied to COSTECH International (Italy), IС-3-12 catalyst was supplied to DOMO CaproLeuna (Germany), etc. The products of Katalizator OJSC kept winning the home market, thus, the catalyst IC-3-12 for cleaning nitrous gases from oxygen was delivered to all enterprises in Russia and the CIS countries wh ere that process was implemented; AOK-78-55 alumina vanadium catalyst was supplied to a number of enterprises in Russia and other CIS countries. Large-scale batches of ring-shaped corundum for the catalyst for the oxidation of ethylene into ethylene oxide, microspherical aluminum oxide carrier for the catalyst for the oxychlorination of ethylene, gas purification catalysts, catalysts for the production of methionine, alumina desiccants and other products continued to be manufactured.
2000. The company celebrated its 30th anniversary.
During this period, the specialists of Katalizator OJSC launched a large-scale production of a dehydrogenation catalyst at the ALTAYLUMINOFOR site (Yarovoye, Altai Krai) with a capacity of 1000 TPY to meet the increasing demand for the catalyst from domestic manufacturers of synthetic rubber and MTBE. АОК-73-21 dehydrogenation catalyst is classified as a large-scale production catalyst.
2003. The company faced a crisis. The policy was determined by 4 shareholders, production efficiency was low, large orders were extremely insufficient for the business development. All the proceeds went to maintain company as it had lost the government financing after privatization.
2004. For the period from 2000 to 2004, the company obtained 4 patents for new products: nickel alumina chromium catalyst to hydrogenate organic compounds for CO and CO2 methanation and other processes (AOK-72-11), AOK-77-24 oil fraction hydrotreatment catalyst, AOK-78-56 chromium-containing catalyst and a catalyst for the formic acid production. Yet it was only AOK-72-11 catalyst that was developed and commercialized in 2006 after the stake consolidation and the ownership change.
2005. SKTB had large tax arrears, the core assets were under triple arrest within the framework of enforcement proceedings and criminal cases under investigation. The salary arrears reached 8 months.
2006. In March, the heat supply was cut off for non-payment. Any day, the power supply was expected to be turned off. The financially strapped company became wholly owned by Vitaliy Khan after consolidation of stake. At that time, Vitaliy Khan agreed with the banks on significant loans under personal guarantees. It took 10 years to get the company out of the debt hole, enhance the material and technical resources and arrange efficient work. It was not till 2016, that the company could wholly remove the attachment of its property.
A new cycle of competence development started in 2006 with the design and commissioning of inhouse new production line for lower paraffin dehydrogenation catalysts with capacity 2000 TPY. The company employees became confident about the future.
That year, the company registered the AOK trademark and launched two new products: AOK-75-44 catalyst for selective oxidation of hydrogen sulfide, and AOK-73-24 catalyst for dehydrogenation of lower paraffin hydrocarbons.
2007. New catalysts were developed for industrial sulfur removal: AOK-78-59 alumina Claus process catalyst, АОК-78-57 titania-supported Claus catalyst.
However, in the face of constant struggle to get the company out of the crisis, the company had to suspend work on new products through to 2012.
2012. Vitaly Khan was elected to the General Director of Katalizator OJSC. The company instantly acquired a controlling stake in CJSC Industrial Catalysts (Ryazan). That same year, a Quality Management System was created, the company gained certification to ISO 9001. That year the company successful growth started in a new economic environment.
2014. Altering the company name to the Special Design and Engineering Bureau Katalizator Joint-Stock Company became a sign of the upcoming changes. A new name retained SKTB as a part of the former name and derived JSC from socio-economic reforms of the late XX century.
2015. A new АОК-75-46 Claus titanium dioxide catalyst was developed and commercialized.
In 2015, the Chemical Engineering Department was established to meet the customer’s demand for providing engineering support for the catalysts supplied and comprehensive approach to problems.
Self-confident company celebrated its 45th anniversary with a growing team of young specialists who were successfully adopting the experience of the older generation.
2016. JSC SKTB Katalizator became powerful enough to implement large investment projects and launched investment project for Implementating CET (Catalysts, Engineering, Technologies) Technology Initiative. The project purpose was to establish a world-class research and technology production and engineering center for applied catalysis. The project was approved by the Investment Council under Governor of the Novosibirsk Region and became the part of Novosibirsk Region Economy Reindustrialization Program up to 2025.
АОК-71-22 copper chromium zinc catalyst for heterogeneous reactions was developed and commercialized.
The company engineering expertise in С3-С5 dehydrogenation was rapidly developing. The following proprietary solutions had been developed to improve the process efficiency: the reactor and system for the dehydrogenation of paraffinic hydrocarbons, a method for fault diagnostics and for optimization of the reactor construction, catalyst and transport gas distributor for reactor-regenerator system, the catalyst distributor, process layout of a plant for the dehydrogenation of C3-C5 paraffin hydrocarbons, the shell and tube heat exchangers for the C3-C5 hydrocarbon dehydrogenation, heat recovery in paraffin hydrocarbons dehydrogenation processes, the device for preparing a catalyst, the method for regenerating the aluminum-chromium catalyst and the regenerator for its implementation, plate scrubber, etc.
Refinery Engineering Department was established to support the isomerization and reforming processes.
That same year, catalyst for C5-C6 low-temperature isomerization was developed. The product was included in the Promising Russian inventions database, patent No. 2595341.
Production facilities, highly qualified and experienced personnel, state-of-the-art equipment intended for the preparation of catalysts and carriers, the study of the developed catalysts and carriers performance at each production stage opened the way for the company to create high-level carriers, catalysts, sorbents and supply high-quality products to the market.
2017. The process for naphtha reforming was developed.
Since that year, new products and services of the company have been protected not only by Russian, but also by foreign patents.
2018. A catalyst for naphtha reforming, production process and application, a catalyst carrier for for hydrocarbon feed processing and production process for a metal-containing catalyst were developed.
Another patent No. RU 2625880 “Reactor and method of fault diagnostics and optimization of C3-C5 paraffin hydrocarbons dehydrogenation reactor construction” was added to the database of Promising Russian inventions.
Sulfur-1, Sulfur-2, and Sulfur-3 lab-scale units for testing sulfur recovery catalysts were put into operation. Comprising a complex of three test units, they allowed solving a wide range of tasks on research of desulphurization catalysts, in particular for the Claus process. The launching of the test units for testing desulphurization catalysts enabled successful tackling challenges of alumina Claus catalysts development and application in sulfur recovery units. A new direction of Claus process engineering was created.


The company's engineering competencies were expanding: the largest Russian bench-scale unit intended for fluidization process studying was renovated and put into operation. It was at the same time that the proprietary software for mathematical simulation was developed.

The project on construction of a plant for the production of molybdenum salts and other rare and rare earth metals was launched.
JSC SKTB Katalizator went through a rebrand resulting in a new corporate identity. Since that year, the company started actively developing the advertising and PR.
2019. Revamping of the PSD sorting section was accomplished including some engineering changes and automation of the section.
Ring-shaped catalysts with reduced hydraulic resistance of the bed to VOC neutralization were developed.

New catalytic laboratory-scale test units were put into operation:
– Lab-scale units for testing refining catalysts. Comprising a complex of three test units, they were designed for studying reforming and light naphtha isomerization catalysts.
– Lab-scale unit for testing catalytic activity in the process of VOC (volatile organic compounds) complete oxidation in the presence of catalytic poisons.
– DeNOx bench unit for measuring catalytic activity of NOx selective catalytic reduction (SCR) with ammonia using infrared spectrometer as a detector equipped with a gas cell.
JSC SKTB Katalizator initiated a project of National Center for Engineering and Catalyst testing (NCECT). The project was immediately included in Akademgorodok 2.0 Program as one of priority projects and was aimed at increasing output of light oil products in the catalytic refining process.
2020
– 4 new catalytic testing units for selective oxidation, dehydrogenation and emission mitigation applications were purchased and commissioned.
– Ring-shaped catalysts for VOC (volatile organic compounds) oxidation with low pressure drop in the catalyst bed were developed.
– Following the results of the All-Russian Exporter of the Year Award, SKTB Katalizator won the third place in the Hi-tech nomination in Large-sized Business category. The Company was recognized as the Exporter of the Year both in the Siberian Federal District and in the Novosibirsk Region.
– 50th anniversary of SKTB Katalizator. Due to COVID-19 restrictions, the celebration was rescheduled for 2021.
2021
– To commemorate the 50th anniversary of the Company, the Ministry of Energy of the Russian Federation presented SKTB Katalizator with a Certificate of Honour and a Letter of Appreciation for its major contribution to the development of the Fuel & Energy Sector. The Company also received Certificates of Honor from the Governor of the Novosibirsk Region for its noticeable contribution to the progress of the regional chemical industry.
– For the second year in a row, SKTB Katalizator joined the ranks of the winners of the All-Russian Exporter of the Year Award, taking 3rd place in the High-Tech Exporter of the Year nomination in the Large Business category at year-end 2020.
2022
– In the context of complicated geopolitical situation, SKTB Katalizator managed to maintain economic stability and effectively adapted to new challenges. The company continued to develop and implement innovative products for national and global industry, contribute to strengthening Russia's technological sovereignty, as well as develop new partnerships and build alternative logistics chains.
– SKTB Katalizator was the official sponsor of the exhibition games played by the Russian and the Belarus National Ice Hockey Teams in Tula and St. Petersburg.
2023
– A line of catalysts for reduction with hydrogen of Claus tail gases was developed. SKTB Katalizator is currently the only Russian manufacturer of a full line of Claus and TGT (Tail Gas Treatment) catalysts using all technologies available in the Russian Federation.
– A process for manufacturing catalytic honeycomb monoliths for VOC complete oxidation for low temperature applications was developed. A modified version of the catalyst having no counterparts in Russia was created.
– A process for manufacturing a line of spherical alumina carriers for a propane dehydrogenation catalyst, a reforming catalyst for the continuous regeneration process (CCR), and a selective hydrogen sulfide oxidation catalyst was designed.
– A lab-scale catalyst for fixed-bed dehydrogenation of lower paraffin hydrocarbons was developed.
– Testing capacities for the refining catalyst research were extended.
– AOK-72-55 catalyst for light naphtha isomerization was successfully tested at a pilot plant in one of the largest research institutes in the Middle East.
– Eight employees of the Company were awarded Commemorative Signs "For work for the benefit of the city" in honor of the 130th anniversary of Novosibirsk.
2024
– Warehouse complex was upgraded to improve the Company's production capacities. The construction of a high-temperature calcination site was completed for boosting manufacturing environmental monoliths and small-scale catalysts.
– Capacities for testing refining catalysts were increased.
– In September 2024, the experts from Refining Engineering Department (RED) successfully commissioned a light naphtha isomerization unit at the Middle East refinery. The unit employs the AOK-72-55 sulfated zirconia catalyst. Following the start-up of the unit, the refinery launched the production of Euro-5 fuel. The unit operation was favorably appraised.
– In association with Administration of Sovetsky District and Mayor’s Office of Novosibirsk, a Project on road improvement from the premises of SKTB Katalizator JSC to Baltiyskaya Street was completed. Section of road, formerly unattended, with many bumps and potholes, was turned into a passage with a high-quality asphalt-concrete surface with markings, pedestrian crossings, pedestrian railings, sidewalks and lampposts.
2025
– Start-up of the production line for AOK-78-59 spherical alumina Claus catalyst (designed for Claus or Sulfreen process) using dry rolling method with a capacity of up to 5 TPD. A pilot batch of about 200 tons was manufactured.
– The site for the iron-molybdenum catalyst production for formaldehyde synthesis was upgraded. As a result, the output was increased by 2 times.
– Start-up of the light naphtha isomerization unit in Uzbekistan using AOK-72-55 sulfated zirconia catalyst.
– SKTB Katalizator became an industrial partner of the PromTalant project and was involved in the creation of a series of career guidance videos for high school students. The Сompany's participation in this project is an important step in the development of professional education in the region and the support of young professionals taking the path of high-tech manufacturing.
– In 2025, a project was completed for the reconstruction and commissioning of the Administrative and Laboratory building of SKTB Katalizator with an area of 11,165,9 sq.m. The project resulted in over 40 new jobs.
– The Chemical Technologies and Engineering Department was established in SKTB Katalizator.
– SKTB Katalizator celebrates 55th anniversary. As part of the anniversary event, the Company's employees were awarded Certificates of Honor from the Ministry of Industry, Trade and Entrepreneurship Development, the Ministry of Science and Innovation Policy, and the Ministry of Economic Development of Novosibirsk Region, as well as the corporate Certificates of Honor and Letters of Appreciation.
2026
– The Department for Catalyst Product Development was established in SKTB Katalizator.
– The Governor of the Novosibirsk Region awarded SKTB Katalizator team with a Certificate of Honor for great contribution to the regional industrial development.
Strategic Brand Code of SKTB Katalizator JSC

Today, the company operates in the global market in competition with international manufacturers, continuously increasing its research and production capabilities. SKTB Katalizator is currently going through the phase of extensive renovation of R&D and production facilities to prepare the enterprise for a higher rate of development and manufacture of world-class products and services.
The company is consolidating core assets, creating a powerful synergistic effect: an R&D center, in-house raw material resources, and 5 fully-integrated production sites located in Novosibirsk, Novosibirsk Region, Achinsk, and Ryazan. The company employs over 550 individuals.
The product portfolio includes over 70 items, such as catalysts for refining, petrochemicals, sulfur recovery (Claus process), environmental catalysts, sorbents, desiccants and carriers. The Company’s solutions contribute to enhancing performance, emission reduction and improving people's quality of life.
SKTB Katalizator makes an important contribution to the sustainable development of the economy of Russia and the Siberian region, implements large-scale strategic investment projects, one of which is the "Implementation of the CET Technology Initiative: Catalysts, Engineering, Technologies". The project is aimed at creating a world-class R&D center for applied catalysis offering a full range of engineering services for the supplied products, as well as a high-tech production site for manufacturing petrochemical and environmental catalysts. The project was approved by the Investment Council under Governor of the Novosibirsk Region and is being implemented with the support of the Novosibirsk Region Administration and the Government of the Russian Federation.
The Company's annual costs for R&D projects involving development and scale-up to commercial production of new and modified grades of catalysts with high market potential amount to more than 200 million rubles. SKTB Katalizator invests massively in its R&D and manufacturing infrastructure, launches state-of-the-art production lines, continuously searches for and implements innovative solutions, standing at the cutting edge of scientific and technological progress.




The company is intensively applying the tools to attract measures of financial and non-financial state support at the municipal, regional and federal levels enabling to present SKTB Katalizator business performance and receive worthy recognition.
Achievements and Awards:
Federal level:
– Participant of the project of the Ministry of Economic Development of Russia: Support for Private Hi-Tech Leading Companies (National Champions).
– Regional and federal winner of the 1st Prize and Gold Mercury National Award as the Best Manufacturing Exporter of 2023.
– Federal winner of the All-Russian Competition 100 Best Products of Russia from 2018 till 2025.
– Regional winner and federal diploma winner of the All-Russian Cooperation and Exports Award “Exporter of the Year” in 2020 and 2021, ranked 3rd in the nomination "Exporter of the Year in High Tech" in the category "Large Business" among the Russian enterprises.
– Participant of the National TechUp rating of Russian Fast-Growing Companies in 2016, 2017, 2018; awarded TOP 5 Export Potential Rating and TOP 10 Innovative Companies Rating.
Regional level:
– Best Novosibirsk Regional Exporter from 2012 till 2025.
– Regional winner of the All-Russian Competition “100 Best Products of Russia” from 2018 till 2025.
– CEO Vitaliy Khan was named winner of the Director of the Year of Siberia. Enterprise of the Year of Siberia Award in 2022 in the nomination "Implementation of Large-Scale Investment Projects", in 2023 in the nomination "Production of World-Class Catalysts".
– CEO Vitaliy Khan was named winner of the Industrialist of the Year Award of 2022 of the Person of the Year Business Award.
– Winner and prize-winner of Gold Mercury National Award for Entrepreneurship from 2018 till 2024.
– Prize winner for Successful Business Development in Siberia, holder of the Reliable partner official status in 2016, 2020 & 2023.
– The project on Implementing CET (Catalysts, Engineering, Technologies) Technology Initiative was granted the Flagship status and included in the Novosibirsk Region Reindustrialization Program.